

切屑形成和排屑是钻削中的关键问题。它取决于工件材料、钻头/刀片槽形的选择、冷却液压力/容量、切削参数。
切屑堵塞可能导致钻头径向移动并影响孔质量、钻头寿命和可靠性,或导致钻头/刀片破裂。
| 更厚和更硬的切屑 | ||
| 速度 | 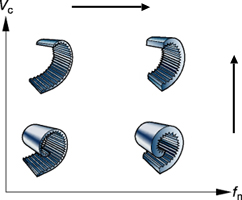 | 由于更低的摩擦而更开阔 |
| 进给 |
当切屑能够从钻头中顺畅排出时,切屑形成是可以接受的。对其进行识别的最佳方法是在钻削过程中进行监听。连续的声音表示排屑良好,断续的声音表示切屑堵塞。检查进给力或功率监视器。如果存在异常,则原因可能是切屑堵塞。查看切屑。如果切屑长而弯曲,但未卷曲,则表示出现切屑堵塞。查看孔。如果出现切屑堵塞,则将看到不平整表面。
 | 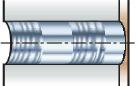 | |
| 孔具有良好排屑 | 孔受到切屑堵塞影响 |
为了避免切屑堵塞:
中心刀片形成容易识别的锥形切屑。周边刀片形成类似于车削时形成的切屑。
| 中心带 | 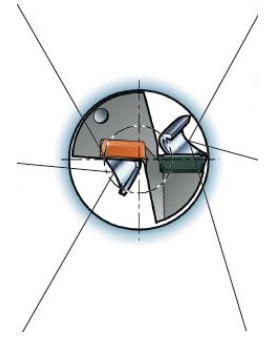 | 周边切屑 |
| 非常好 | 非常好 | |
 |  | |
| 可接受 | 可接受 | |
 |  | |
| 切屑堵塞 | 切屑堵塞 | |
 |  |
可从切削刃的中心到周边形成一条切屑。
| 非常好 | 可接受 | ||
 |  | ||
| 切屑堵塞 | 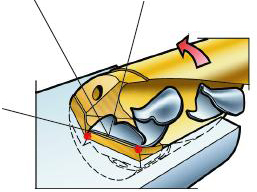 | ||
 | |||
 | 开始时的切屑 | ||
优异的

可接受

不可接受,切屑堵塞危险

济南特瑞数控刀具有限公司
2013-05-27

真诚欢迎您的咨询
1 打开微信扫一扫
2 添加成为微信好友
3 我们会在第一时间为您服务
